Laser & Plasma Cutting
Laser and plasma cutting are both fabrication processes used to cut the material into custom and complex shapes and designs.
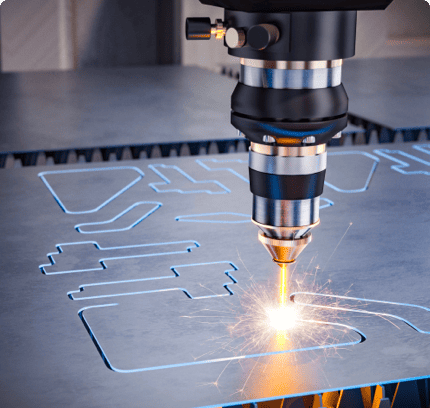
While laser cutting employs a high powered laser beam to cut material, plasma cutting—also called plasma arc cutting—uses superheated ionized gas to cut through metal. This process creates a very fine dust particulate that requires the use of a dust collection system.
Differences Between Laser & Plasma Processes That Impact Dust Collection
Plasma cutting and laser cutting may have similar applications, but the two processes differ in terms of both the procedure and the end product. Some of the differences between the two processes include:
- Cutting mechanism: plasma cutting uses compressed gas that emits radiation and requires protective gear for the operators, whereas laser cutting uses focused optical light.
Material capabilities: plasma cutting is only suitable for cutting metal, but laser cutting is suitable for cutting through a wide range of material and creates more finely detailed end products. However, this versatility and capacity for more detailed work also increase the cost of laser cutting tools and processes. - Cut edge quality and debris: kerf width, or the width of the material removed during the cutting process, can have a significant impact on the quality of the final part. Because plasma cutting produces a larger kerf width, it uses more material and produces smaller parts. It also has more pierce spatter, which can bevel the edges of the parts and create more debris. Laser cutting, on the other hand, creates more square edges, which leads to a higher quality edge. However, it can also generate debris and pierce spatter when working on thicker materials.
- Differences in cutting speed and production rates: plasma can cut through materials at a rate of up to 200 inches per minute. Lasers, on the other hand, typically cut at rates up to 70 inches per minute, decreasing even further for thicker materials.
- Precision and tolerance levels: while both processes can experience some degree of heat distortion, laser cutting offers higher precision and tighter tolerances. Plasma cutting’s larger kerf width (approximately 0.150 inches) can create slight differences between the size of the designed parts and the size of the produced parts. The process also typically has a part size tolerance of ±0.020 compared to the laser cutting process’s typical tolerance of ±0.005 inches. This tighter tolerance is made possible by the smaller kerf width produced by laser cutting (about 0.025 inches).
Although there are clear differences between plasma cutting and laser cutting, as outlined above, both cutting methods generate fine debris—or dross—that needs to be filtered out of the air and away from the equipment to maintain air quality and safe working conditions.
Contact Us Today
Dust and fumes from plasma and laser cutting can quickly clog your facility’s air filters—causing potential equipment damage and service outages—and negatively affect the health of your employees.
U.S. Air Filtration designs and fabricates dust collection systems that remove these particulates and airborne pollutants to help maintain air quality and ensure worker safety in facilities across the industry, including in plasma and laser cutting shops. Cartridge dust collectors are a compact, and cost-effective solution for the capture of fine metal dust generated during laser and plasma cutting processes.
Read more about how our customers have improved safety, plant hygiene, and plant production by installing a U.S. Air Filtration system. To find the right dust collection solutions for your facility’s machining or cutting applications, contact us today to receive a quote.

Featured Case Study
Automotive Castings Plant Dust Collection
Baghouse | Metalworking Automotive Castings
An industry leader in automotive castings required an extensive three part air pollution control system to capture a significant amount of silica, sand, and metallic dust and fumes created at several processing points in the work environment.